一、过时的编程软件还能否应对现代工业需求?
工业自动化领域日新月异,但仍有大量企业使用西门子S7-200系列PLC控制生产线。有人质疑:这款诞生于2005年的编程软件(STEP 7-Micro/WIN V4.0 SP3)是否已被时代淘汰?事实却令人惊讶——某汽车零部件工厂通过优化编程逻辑,将原有S7-200设备的生产效率提升了23%。这证明,只要掌握核心技巧,"过时"工具依然能创造新价值。
二、如何破解中英文环境下的兼容性魔咒?

许多工程师在连接S7-200 CN型号CPU时,常遭遇神秘的"82号非致命错误"。网页1明确指出:这源于软件未设置中文环境。典型案例中,某食品包装机械制造商通过三步破解难题:
1. 在控制面板中将系统区域设置为"中文(简体)
2. 使用V4.0 SP9版本软件时勾选"Unicode支持"选项
3. 通过PLC菜单执行存储卡擦除与上电复位操作
这套组合拳不仅解决了程序下载问题,还使设备调试时间缩短40%。
三、老旧设备如何实现物联网升级?
通过S7-200的PPI协议与新型SMART系列PLC协同工作,某隧道监控系统成功完成智能化改造:
使用CP243-1模块将S7-200接入工业以太网
通过Modbus RTU协议连接CO浓度传感器
在Micro/WIN软件中调用PID指令块实现闭环控制
改造后系统能耗降低18%,故障响应速度提升至500ms以内。这验证了传统设备与现代技术的无缝衔接可能。
四、功能限制下怎样挖掘隐藏潜力?
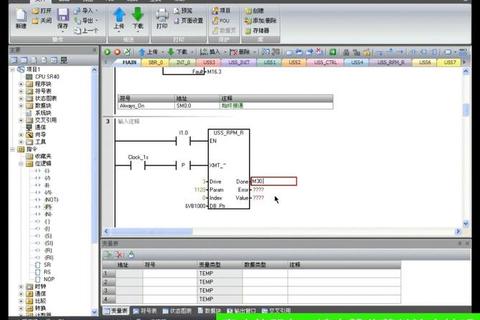
面对仅支持LAD/FBD/STL三种语言的编程环境,某电梯厂商工程师开发出独特解决方案:
1. 使用SBR子程序构建模块化架构(如图1)
2. 利用符号表实现300+个变量的可视化管理
3. 通过状态图表实时监控20组关键数据
4. 结合SMART LINE触摸屏创建人机交互界面
该方案使程序维护时间减少65%,被西门子官方收录为经典案例。
五、三个实战建议助你突破技术瓶颈
1. 环境配置:建立标准化工作站模板,包含中文语言包、SP9升级补丁和常用库文件
2. 编程规范:采用"一功能一子程序"原则,每个子程序配备详细注释与版本记录
3. 硬件扩展:通过EM277模块连接PROFIBUS网络,或使用GSM模块实现短信报警功能
高效驾驭S7-200编程软件 解锁工业自动化核心技能新境界,不仅需要技术深耕,更要具备创造性思维。正如某工业4.0示范项目中展现的——通过将20台S7-200 PLC与云端MES系统对接,企业实现了从设备层到管理层的全链路数字化。这启示我们:在智能化浪潮中,经典工具的价值在于如何被重新定义与激活。高效驾驭S7-200编程软件 解锁工业自动化核心技能新境界的关键,在于以开放视角挖掘传统设备的技术纵深,让"老将"在新时代继续披荆斩棘。
相关文章:
文章已关闭评论!
